Dal mais all'etanolo: migliorare il processo di fermentazione con NIRS
9 ago 2021
Prodotto
 Condividi l'articolo
Condividi l'articolo
Negli ultimi anni la produzione di biocombustibili da materie prime rinnovabili ha registrato una crescita enorme. Il bioetanolo è una delle alternative più interessanti per i combustibili fossili, poiché può essere prodotto da materie prime (rinnovabili) ricche di zuccheri e amido.
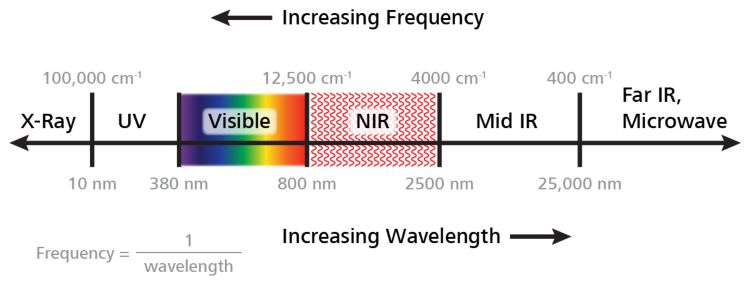
La fermentazione dell'amido di mais per produrre etanolo come combustibile è un processo biochimico complesso che richiede il monitoraggio di diversi parametri per garantire una produzione ottimale. La misurazione di questi parametri tramite le tradizionali tecniche di laboratorio richiede circa un'ora per essere completata ed è un passaggio limitante per aumentare la capacità e l'efficienza dell'impianto. La spettroscopia nel vicino infrarosso (NIRS) può sostituire le analisi di laboratorio di routine, diminuendo i costi operativi e aumentando l'efficienza e la capacità dell'impianto.
Scopri di più su questa tecnica di analisi rapida e non distruttiva nelle nostre diverse serie di post sul blog:
Vantaggi della spettroscopia NIR: parte 1
Domande frequenti nell'analisi della spettroscopia nel vicino infrarosso – Parte 1
Produzione di etanolo di alta qualità come additivo per carburanti

L'etanolo è una componente sempre più importante nel mercato globale dei combustibili, con i paesi che cercano di garantire le forniture di combustibili nazionali e ridurre le proprie emissioni di gas serra rispetto ai combustibili fossili. Gli Stati Uniti e il Brasile guidano la produzione mondiale di bioetanolo, rappresentando l'83% della fornitura.
Secondo la Renewable Fuels Association, nel 2020 sono stati prodotti a livello globale circa 26 miliardi di galloni (quasi 100 miliardi di litri) di etanolo, leggermente ridotto rispetto al picco del 2019 a causa della pandemia globale che ha schiacciato la domanda anche di benzina ed etanolo. È probabile che la domanda di mais da trasformare in etanolo aumenterà poiché gli Stati Uniti aumentano l'adozione di miscele E15 (15% di etanolo nella benzina). È probabile che anche l'etanolo per l'esportazione aumenti nella domanda, con paesi come la Cina che implementano uno standard di carburante E10 per i veicoli a motore.
Uno dei modi principali per soddisfare la crescente domanda di prodotti mantenendo la competitività dei prezzi è aumentare la capacità dell'impianto. Tuttavia, il flusso di lavoro analitico di laboratorio standard per il monitoraggio delle diverse parti del processo di fermentazione può essere un fattore limitante per la crescita di un sito di produzione o per il miglioramento della sua efficienza. Un'altra considerazione è la variazione stagionale e persino regionale della qualità della materia prima, che richiede ai produttori di etanolo di monitorare da vicino il processo di fermentazione per garantire che si ottenga la stessa qualità del prodotto.
Un rapporto del National Renewable Energy Laboratory ha stimato che quasi il 40% del costo di produzione del carburante etanolo dal mais proviene da manodopera, forniture, spese generali e costi operativi variabili [3]. L'ottimizzazione di questi costi, che includono i controlli di qualità di routine del brodo di fermentazione, la regolare manutenzione dei fermentatori e delle torri di distillazione e i problemi di triage in modo tempestivo, porta a maggiore redditività dell'impianto di produzione di etanolo.

Per massimizzare la produzione e la redditività del bioetanolo, è necessario superare i limiti di laboratorio. La spettroscopia nel vicino infrarosso (NIR) è un metodo collaudato, economico, rapido e intuitivo per l'operatore per superare i comuni limiti di laboratorio. Innanzitutto, sono necessarie alcune informazioni di base sulla produzione di bioetanolo prima di passare a come ottimizzare il processo.

Processo con etanolo: macinazione a umido vs. macinazione a secco
TEsistono due processi di produzione principali quando si tratta di creare etanolo da zuccheri e amidi da materie prime come il mais: il processo di macinazione a umido e il processo di macinazione a secco (mostrato in Figura 1). Quasi tutto l'etanolo prodotto per il carburante negli Stati Uniti (il più grande produttore di bioetanolo al mondo) è realizzato utilizzando il processo del mulino a secco [2].
I grani vengono prima macinati in particelle più piccole e più omogenee nel processo di macinazione a secco, che consente una più facile penetrazione della buccia o del guscio. Acqua ed enzimi vengono quindi aggiunti per creare un impasto liquido chiamato «mash». Per facilitare la conversione degli amidi in zuccheri, il mosto viene riscaldato a temperature specifiche, quindi raffreddato prima dell'aggiunta del lievito. Il lievito svolge il lavoro di creare etanolo dagli zuccheri convertiti attraverso il processo di fermentazione. Tuttavia, la percentuale di etanolo è ancora piuttosto bassa, e quindi la soluzione deve essere distillata e disidratata per ottenere la concentrazione e la purezza necessarie per gli additivi per carburanti.
La macinazione a umido si differenzia da questo processo in quanto prima ammolla i chicchi prima di macinare e separare i vari componenti. Gli amidi vengono quindi convertiti in zuccheri che vengono utilizzati per il processo di fermentazione, proprio come con la macinazione a secco.
Se vuoi saperne di più sul processo di fermentazione, leggi il nostro blog post sull'ottimizzazione della produzione della birra.
Lacune nelle analisi di laboratorio
Il laboratorio svolge molte funzioni, ma una di quelle fondamentali è monitorare l'andamento della fermentazione in ogni vasca di fermentazione. Questo in genere richiede molte tecnologie diverse, perché diversi parametri devono essere controllati per garantire che una fermentazione sia sulla buona strada. Uno stretto monitoraggio e controllo sui vari zuccheri presenti (ad es. glucosio, maltosio, DP3, ecc.) durante il processo di fermentazione è necessario per comprendere il percorso di degradazione dell'amido (generazione di glucosio) presente nel mosto e ottimizzare la produzione di etanolo. La comprensione di questo percorso consente il corretto dosaggio di enzimi e lievito al mosto nei serbatoi dei liquami (Figura 1) per accelerare la rottura. Pertanto, l'ottimizzazione della miscela di enzimi e lievito è fondamentale per questo processo. Questi sono i costi di consumo più elevati per la produzione di etanolo e influiscono in modo significativo sul tasso di produzione e sulla resa finale dell'etanolo.
Alcuni degli strumenti analitici più comuni e dei loro casi d'uso sono elencati nella Tabella 1.
| Parametro | Tecnica di misurazione | Tempo di analisi (min) incl. preparazione del campione |
| Solidi disciolti (°Bx) | Rifrattometro | 3–5 |
| pH | misuratore di acidita ` | 3–5 |
| Solidi (non volatili) | Equilibrio a infrarossi | 15–20 |
| etanolo | HPLC | 30–45 |
| Profilo zuccherino (DP2, DP3, DP4+, glucosio, zucchero totale) | HPLC | 30–45 |
| Glicerolo | HPLC | 30–45 |
| Acido lattico | Cromatografia ionica | 30–45 |
| Acido acetico | Cromatografia ionica | 30–45 |
| Contenuto di acqua | Titolazione Karl Fischer | 5–10 |
Se tutte le proprietà nella Tabella 1 devono essere misurate, puoi facilmente impiegare un'ora utilizzando sei diversi dispositivi. Considera le fasi di condizionamento e le scansioni di riferimento per garantire una calibrazione corretta, il tempo per un'analisi di fermentazione di routine aumenterà. Una singola fermentazione del mais può richiedere fino a 55 ore—un'ora per eseguire l'analisi e sei ore tra ciascuna misurazione. Tuttavia, aumentare il numero di fermentazioni simultanee a quattro o sei significa che le misurazioni dei diversi serbatoi inizieranno a sovrapporsi.
La sovrapposizione della domanda di strumenti combinata con lunghi tempi di analisi comporta una serie di sfide diverse per i produttori di bioetanolo. In primo luogo, se i tempi di campionamento programmati si sovrappongono, il campionamento deve essere ritardato oppure i campioni devono invecchiare in attesa dell'analisi. In secondo luogo, il lungo tempo di analisi significa che i dati non sono più aggiornati, ma almeno un'ora o più prima del momento in cui sono stati comunicati al centro di controllo dell'impianto, il che riduce la capacità di gestire le deviazioni. Nessuna di queste situazioni è l'ideale per i produttori: il tempo è denaro, dopo tutto.

I lunghi tempi di analisi di laboratorio e le misurazioni poco frequenti riducono la capacità di eseguire interventi o di regolare altri parametri critici (ad es. velocità di aggiunta di enzimi o temperatura di processo). Inoltre, tempi di attesa così lunghi possono impedire la decisione di terminare anticipatamente una fermentazione e ricominciare da capo se si ritiene che il lotto sia irrecuperabile.
Misurazioni più veloci equivalgono a maggiori profitti
Il modo più ovvio per superare le sfide relative ai tempi di misurazione è aumentare il numero di strumenti in laboratorio e/o aggiungere l'automazione. Tuttavia, questo approccio ha dei costi nel tempo; due volte la preparazione del campione aumenta le spese operative e continua a non fornire un feedback ad alta velocità al team operativo dell'impianto.

Un modo migliore per superare i ritardi di misurazione consiste nell'utilizzare la spettroscopia nel vicino infrarosso (NIRS), che può rendere tutte le tradizionali misurazioni di laboratorio con un unico strumento, allo stesso tempo, in meno di cinque minuti.
La Figura 2 visualizza la concentrazione media di etanolo dalle misurazioni HPLC durante diverse fermentazioni da una pianta. I dati mostrano evidenti discontinuità nelle prime 12 ore, con picchi di glucosio e solidi disciolti. È anche evidente che la misurazione dei solidi totali a 48 ore è errata. Tuttavia, poiché i dati di laboratorio richiedono così tanto tempo per essere raccolti, questo picco viene ignorato anziché testato nuovamente.

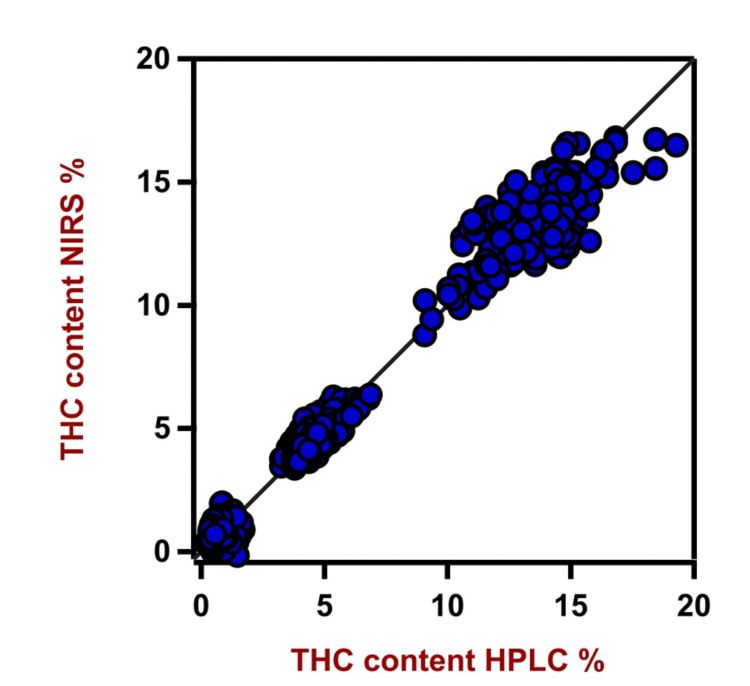
L'alternativa NIRS alle misurazioni tradizionali mostrate in Figura 3 è di una singola fermentazione monitorata quasi in tempo reale. Questa analisi ad alta velocità è possibile perché la preparazione del campione è banale per NIRS. Rispetto alla combinazione di HPLC e altri metodi analitici che consumano circa 60 minuti di tempo dell'operatore per campione, NIRS misura gli stessi parametri e produce un risultato di qualità in circa un minuto. La capacità di raccogliere molti spettri NIR nelle prime fasi del processo di fermentazione fornisce un quadro di fedeltà più elevato, consentendo interventi più tempestivi per massimizzare la produzione di etanolo.
L'analisi NIRS a velocità più elevata può essere utilizzata per aumentare la produttività totale dell'impianto aumentando il numero di lotti e le entrate, come mostrato nella Tabella 2. Con l'analisi tradizionale si lascia avviare la fermentazione 62–65 ore, a seconda dei risultati finali di laboratorio (figura 2).
Con l'analisi NIRS, questa fermentazione risulta essere completa in giro 56 ore (Figura 3). Ridurre il tempo di fermentazione di sei ore espande il numero potenziale di lotti di 13 nel corso di un anno, rappresentando un potenziale aumento della capacità dell'impianto del 10%.
| Analisi di laboratorio tradizionale | Analisi NIRS | |
| Tempo totale di misurazione | 12 ore | 5 ore |
| Numero di misurazioni | 12 | 62 |
| Punto finale di fermentazione | ~62 ore | 56 ore |
| Capacità del lotto | 37 850 L | 37 850 L |
| Lotti all'anno | 129 | 142 |
Scarica il nostro white paper gratuito per saperne di più

Questo white paper gratuito discute i vantaggi della spettroscopia nel vicino infrarosso rispetto alle misurazioni tradizionali (ad es. HPLC), come la spettroscopia nel vicino infrarosso può aumentare la capacità dell'impianto, i modi per ridurre i costi attraverso interventi di processo più efficaci e come Metrohm fornisce soluzioni di etanolo attraverso il nuvola.

Soluzioni spettroscopiche nel vicino infrarosso per produttori di etanolo
Metrohm offre diverse soluzioni NIRS per i produttori di etanolo per semplificare l'analisi e ottimizzare la produzione. Il DS2500 Solid Analyzer (Figura 4) è ideale per analisi rapide di laboratorio di diversi parametri di qualità critici nel processo di fermentazione.
Scarica la nostra Apllication Note gratuita di seguito per saperne di più su come gli strumenti di laboratorio Metrohm NIRS eseguono misurazioni di controllo qualità per il processo di fermentazione.
Controllo di qualità dei processi di fermentazione – Determinazione di più parametri entro un minuto
Inoltre, Metrohm produce anche strumenti NIRS per le misurazioni direttamente nel processo, eliminando la necessità di prelevare i campioni e trasportarli in laboratorio. Le misurazioni effettuate in questo modo sono le più rappresentative delle effettive condizioni di processo e quindi forniscono agli operatori dati della massima qualità. Scopri di più qui sulle nostre diverse gamme di analizzatori di processo NIRS e accessori.
La comunicazione dei dati tra l'analizzatore di processo e la sala di controllo consente una panoramica diretta delle condizioni attuali senza ritardi e offre la possibilità di integrare avvisi quando le letture sono fuori specifica o di informare gli operatori quando il processo di fermentazione è considerato completo.
Per ulteriori informazioni sull'utilizzo del NIRS per l'analisi di processo nella produzione di bioetanolo, scarica la nostra Application Note di processo gratuita.
Riassunto
L'analisi nel vicino infrarosso riduce il tempo di misurazione per i campioni di fermentazione durante il processo di circa il 90%, da un'ora a cinque minuti. Misurazioni più rapide consentono di seguire molto più da vicino il processo di fermentazione, facendo risparmiare tempo all'operatore per ridurre i costi e ottimizzare le condizioni di processo e le operazioni dell'impianto. Sono possibili miglioramenti della capacità del 10% potendo fermare le fermentazioni in base alla rapida determinazione dei diversi parametri nel fermentatore con NIRS piuttosto che con metodi di laboratorio tradizionali più lenti.
La metodologia NIR può fornire vantaggi in tutto l'impianto di etanolo oltre al monitoraggio della fermentazione per misurare le prestazioni di altri componenti dell'impianto come una centrifuga o un essiccatore, rendendolo uno strumento prezioso per migliorare le operazioni all'interno dell'impianto.
Riferimenti
[1] Produzione annuale di etanolo per combustibili Produzione di etanolo negli Stati Uniti e nel mondo. Associazione per i combustibili rinnovabili: Washington, DC, 2021. https://ethanolrfa.org/statistics/annual-ethanol-production/
[2] Essenziale Energia: Prospettive del settore dell'etanolo per il 2021. Associazione per i combustibili rinnovabili: Washington, DC, 2021. https://ethanolrfa.org/wp-content/uploads/2021/02/RFA_Outlook_2021_fin_low.pdf
[3] Determinazione del costo di produzione dell'etanolo da amido di mais e materie prime lignocellulosiche. National Renewable Energy Laboratory (NREL): Golden, Colorado, USA, 2000. https://www.nrel.gov/docs/fy01osti/28893.pdf