Condividi l'articolo
Condividi l'articolo

La preparazione delle materie prime (legname) comporta generalmente la riduzione delle dimensioni, la scortecciatura, la scheggiatura e la vagliatura.
Come suggerisce il nome, la scortecciatura rimuove lo strato esterno di corteccia dai tronchi prima della cippatura poiché la corteccia è un contaminante nel processo di spappolamento. Dopo la scortecciatura, i tronchi vengono fatti passare attraverso una cippatrice. Questo produce trucioli di legno di dimensioni e forma costanti per massimizzare l'efficienza del processo di produzione della pasta.
La fase finale della preparazione della materia prima prevede la vagliatura dei trucioli di legno. Il cippato troppo piccolo o grande viene separato dalla massa e utilizzato per il recupero energetico oppure inviato a ulteriore lavorazione.


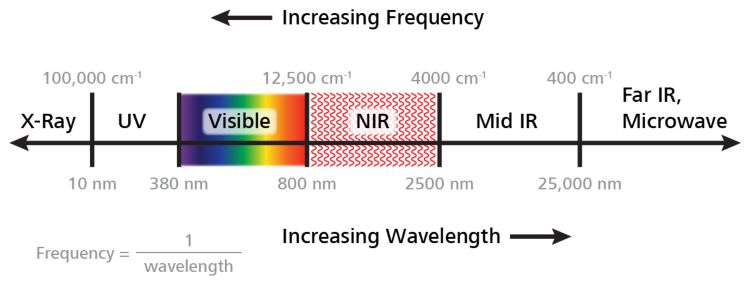
 La misurazione dei campioni solidi viene generalmente eseguita in coppette per campioni. b) La modalità di misurazione è nota come riflettanza diffusa, in cui il campione è esposto alla luce e la luce riflessa diffusa viene assorbita.")